


Seria 1000 2 3 4 5 Controler centru de prelucrare cu axe cu funcție RTCP
Caracteristicile produsului
1. Adopta codul g standard international
2. Deschide complet PLC, macro și informații despre alarmă
3.Simple HMI (interfață om-mașină), prompt din caseta de dialog
4.Toți parametrii sunt afișați și solicitați în limba engleză
5.Informații de alarmă și eroare în cuvinte în loc de parametru de biți
6. Funcția de interpolare a legăturii de 5 axe și mai sus, funcție RTCP, funcție DNC
7. Suport tip umbrelă ATC, tip manual mecanic ATC, tip liniar ATC, tip servo ATC, tip special ATC
8. Suport turelă de numărare, turelă codificatoare și turelă servo
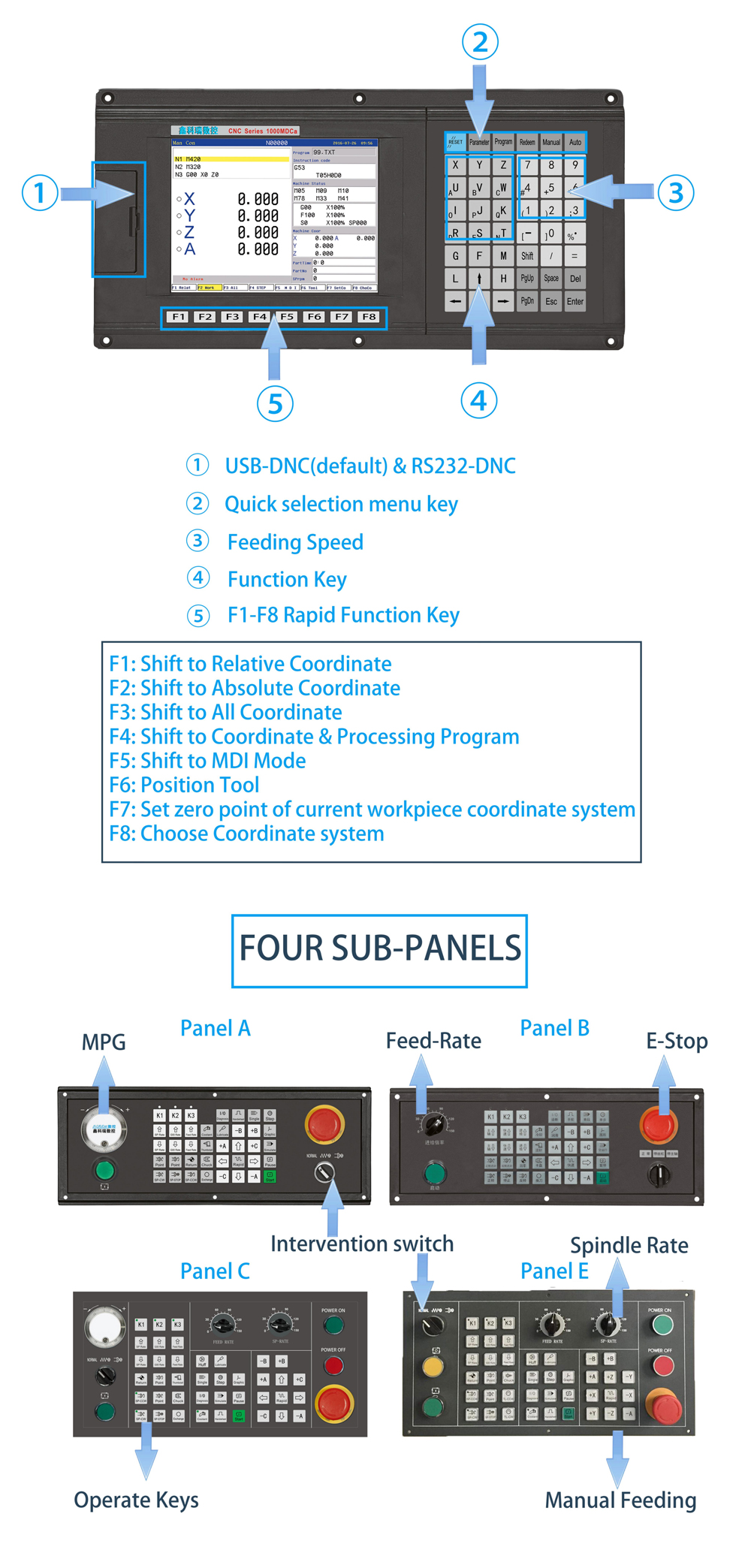
9.Seria 1000 și seria 1500 au 4 modele sub-panouri; poti alege in functie de nevoile tale.
Controlerul CNC 10.NEWKer acceptă, de asemenea, aplicarea diferitelor mașini speciale, cum ar fi mașini de șlefuit, rindele, mașini de alezat, mașini de găurit, mașini de forjat, mașini de frezat angrenaj, etc. Controlerul poate fi, de asemenea, dezvoltat secundar. Sprijină personalizarea și designul personalizat.
Detalii parametri
| Funcția de sistem | Se afișează codul G | ||
| Numărul de axe de control | 3~8(X,Y,Z,A,B,C,Xs,Ys) | Localizați rapid: | G00 |
| Cea mai mica programare: | 0,001 mm | Interpolare în linie dreaptă | G01 |
| Cea mai programata: | ±99999,999mm | Interpolarea arcului: | G02/03 |
| Cea mai mare viteză: | 60 m/min | Tăierea firului: | G32 |
| Viteza de avans: | 0,001~30m/min | Ciclul de tăiere a cilindrului sau a conului: | G90 |
| Manual continuu: | o axă sau mai multe axe în același timp | Ciclul de tăiere a feței de capăt: | G94 |
| Interpolarea liniilor: | Linie dreaptă, arc, interpolare filet | ciclul de tăiere a firului | G92 |
| Compensarea tăietorului: | Lungimea de compensare, raza nasului de compensare a sculei | Ciclu fix de atingere | G93 |
| Intrare de compensare a tăietorului: | Încercați să tăiați modul de intrare de măsurare | Ciclul de tăiere brută în cerc | G71 |
| Funcția ax: | angrenaj, control analogic dublu, atingere rigidă | Ciclul de tăiere brută la capătul frontal: | G72 |
| Funcția roată de mână: | panou, portabil | Ciclul de tăiere închisă | G73 |
| prelucrare roată de mână: | Funcția de procesare a roții de mână | Ciclul de găurire adâncime la suprafața de capăt | G74 |
| Protecția ecranului: | Funcția de protecție a ecranului | Ciclu de tăiere canelura cu diametru exterior | G75 |
| Funcția de odihnă a sculei: | Suport pentru scule de rând、Electric prea post 99 cuțit | Ciclul de tăiere a filetului compus | G76 |
| Funcția de comunicare: | RS232, interfață USB | Ciclul programului | G22, G800 |
| Funcția de compensare: | Compensarea sculei, Compensarea spațiului, Compensarea pasului șurubului, Compensarea razei | Sistemul de coordonate local: | G52 |
| Editare program: | Metric/Imperial, filet drept, filet conic și așa mai departe | Detectați instrucțiunea de salt | G31, G311 |
| Funcția de poziție limită | limită soft, limită dură | Coordonata polului | G15, G16 |
| funcția firului | format metric și inci, filet drept, filet conic și așa mai departe | Program metric/Imperial: | G20, G21 |
| Funcția de precitire: | Citiți în prealabil 10.000 de linii drepte scurte | Setați coordonatele, offset | G184, G185 |
| Protecție prin parolă: | Protecție prin parolă pe mai multe niveluri | Sistemul de coordonate al piesei de prelucrat: | G54~G59 |
| Intrare/ieșire: | I/O 56*24 | Raza sculei C | G40, G41, G42 |
| Programul PLC: | Toate designul PLC deschis | Localizare precisă/proces de traseu continuu: | G60/G64 |
| Controlul accelerației și decelerației: | Linie dreaptă、Index | Tăiere liniară constantă: | G96/G97 |
| Numar de codificator: | orice setare | Modul de hrănire: | G98, G99 |
| Program macro utilizator: | au | Înapoi la punctul de pornire al programului: | G26 |
| Funcția angrenajului electric: | au | Revenind la punctul fix: | G25, G61, G60 |
| Subpanoul | Un tip cu roată de mână; tip B cu comutator de bandă; Tipul C cu atât A cât și B, tip E | Revenind la punctul de referință: | G28 |
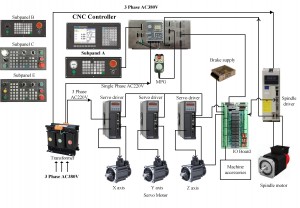
| Aplicație: | VMC, slefuit, masina speciala | Suspenda: | G04 |
| Program macro: | G65, G66, G67 | ||
| Functie auxiliara: | S, M, T | ||
Avantajul funcției
1. parametru simplu și clar, inutil să căutați manual.
2. PLC deschis, poate fi editat online sau offline în funcție de nevoi.
3. Deschide programul Macro, disponibil pentru aplicare flexibilă și dezvoltare ulterioară.
4. Dialog de personalizare, ușurează procesul.
5. Deschideți portul OPC, disponibil pentru monitorizare și control de la distanță.
6. Aplicație: mașină de strung CNC, centru de strunjire CNC, mașină de șlefuit și în special echipamente automate
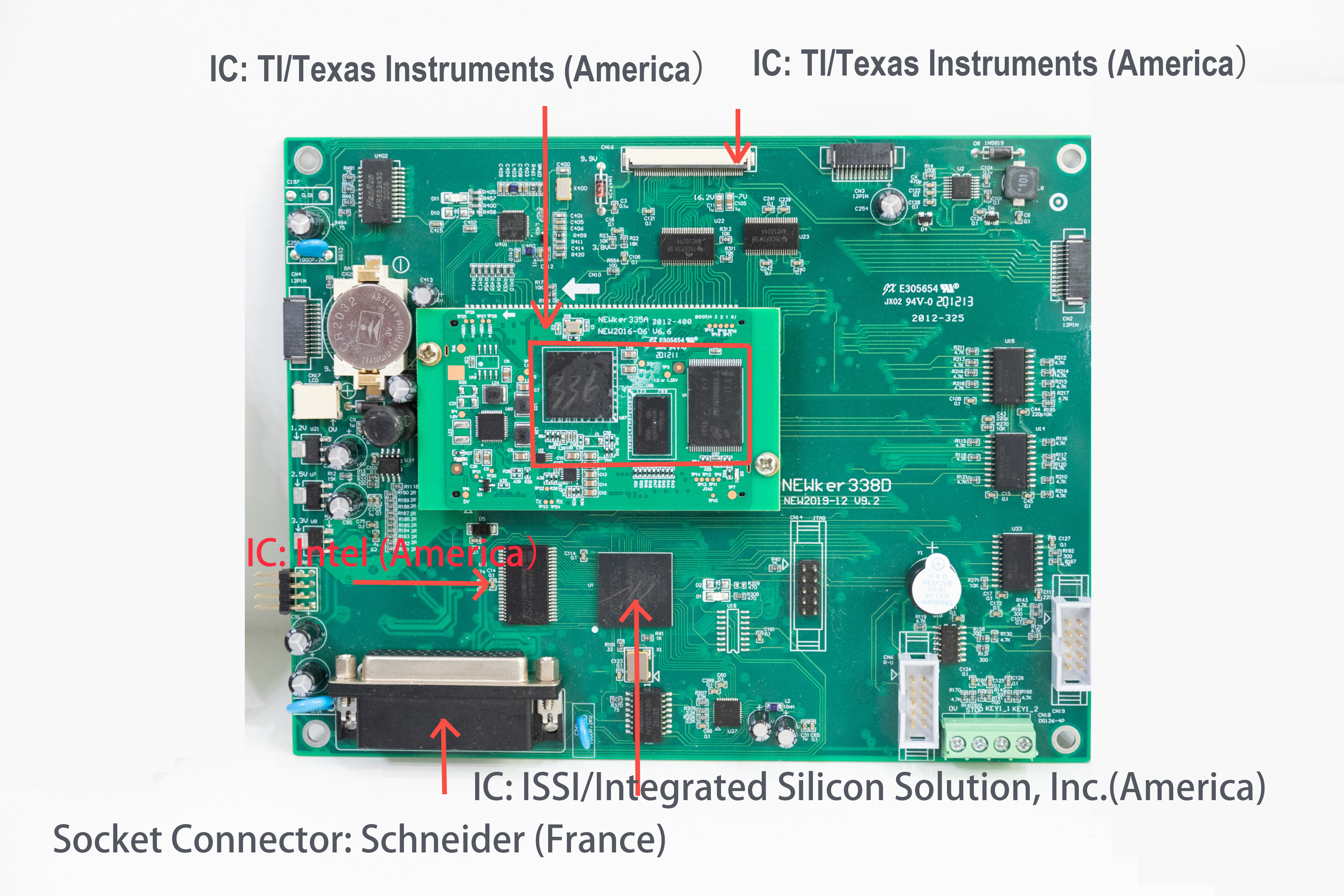
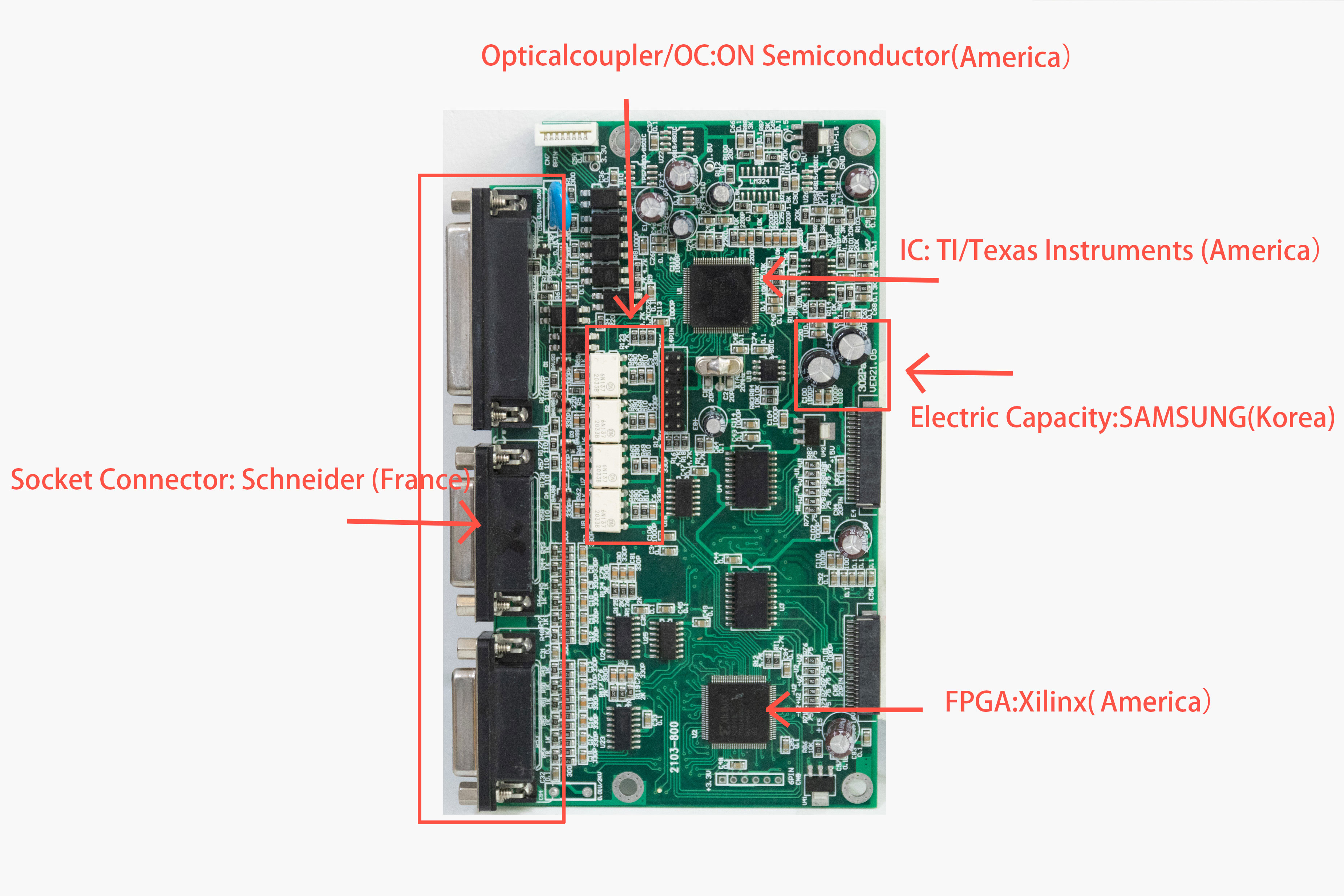
Marca componentelor interne pe care le folosim sunt următoarele:
1